聯(lián)系人:劉先生
電 話:139 2746 0496
郵 箱:info@ jinjueshiye.com
地 址:廣東省深圳市寶安區(qū)松崗街道大田洋工業(yè)區(qū)田洋二路6號(hào)
網(wǎng) 址:www.jiuzhoudaijiafw.com
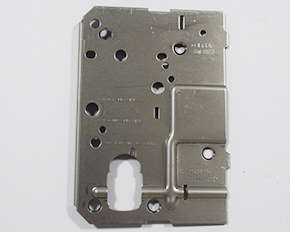
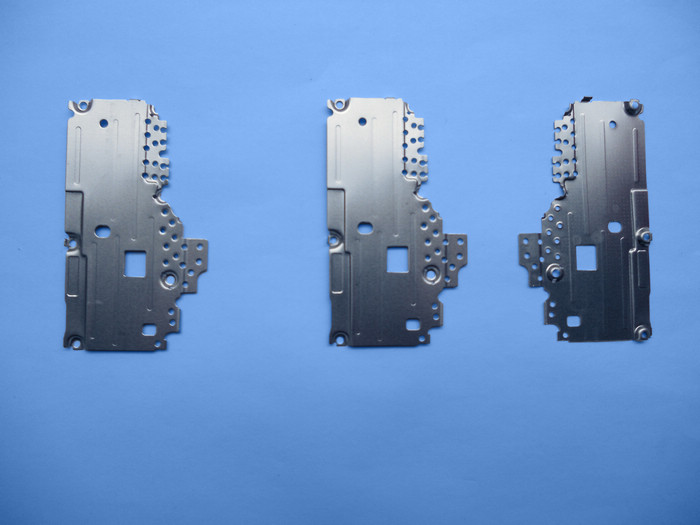
五金機(jī)械加工零件棱角
1、未注圓角半徑R5;
2、未注倒角均為2*45°;
3、銳角、尖角、鈍邊倒鈍;
機(jī)械加工涂裝要求
1、經(jīng)噴丸或手工除銹的待涂表面與涂底漆的時(shí)間間隔不得多于6小時(shí);
2、所有需要進(jìn)行涂裝的鋼制件表面在涂裝之前,必須講鐵銹、氧化皮、灰塵、油脂、昵圖、鹽以及其他污物等除去;
3、鉚接件相互接觸的表面在鏈接錢必須涂厚度30~40um的防銹漆,搭接邊緣應(yīng)用尤其、膩?zhàn)踊蛘辰觿┓忾],由于加工活焊接損壞的底漆,要重新涂裝;
4、除銹前,先用有機(jī)溶劑、堿液、乳化劑、蒸汽等除去鋼鐵制件表面的優(yōu)質(zhì)、污垢;
深圳市今崛實(shí)業(yè)有限公司
廣東省深圳市寶安區(qū)松崗街道大田洋工業(yè)區(qū)田洋二路6號(hào)
電 話: 139-2746-0496
郵 箱:info@ jinjueshiye.com
網(wǎng) 址:www.jiuzhoudaijiafw.com