聯系人:劉先生
電 話:139 2746 0496
郵 箱:info@ jinjueshiye.com
地 址:廣東省深圳市寶安區松崗街道大田洋工業區田洋二路6號
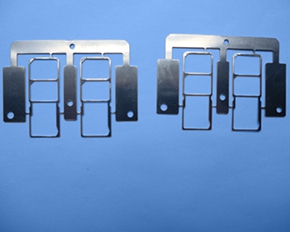
五金沖壓件加工時模具崩裂,是這種很普遍的狀況,但比較嚴重的那時候,是一塊兒模版突然之間分為了好幾塊.或許,導致模版當即裂開的原因有很多種多樣狀況,從沖壓模具選購原材料到沖壓操作流程,都可以對其導致損害.五金沖壓件加工時模具崩裂原因有:
1、落料不如意
出產制作前無去磁解決,無退料梢;出產制作中有斷針斷彈黃等卡料;組裝模時無漏屎,或滾堵屎,墊腳堵屎,這一點兒最普遍,組裝的老師傅假設不留心,像落料孔多的那時候,或是模具有保護層墊塊時,最十分簡單出現這種狀況。
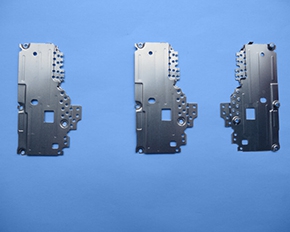
2.設計方案加工工藝
模具抗壓強度缺乏,傷口間隔太近,模具設計不科學,模版塊數缺乏無墊塊墊腳。通訊沖壓件
3.調質處理:熱處理淬火加工工藝不善形成形變
實踐經驗,模具的熱處理品質對模具的特性與使用期損害甚大。從模具無效原因的分析統計分析所知,因熱疏忽大意所引起模具無效“安全事故”約占40%左右。
4.線割疏忽大意
地吊線線割,線割空地解決過錯,沒作清角及線割的霉變層損害。沖壓模具齒面多選用線切割加工。因為線切割加工的熱電效應和電解法功效,使模具制作表層形成有必要薄厚的霉變層,導致表層強度削減,出現顯微鏡裂縫等,導致線切割加工的沖壓模具易發生初期損壞,當即損害模具冷沖壓空地的保持及齒面十分簡單崩刃,削減模具使用期。因此,在線切割加工中,應選擇有用的電規準,盡量避免霉變層深層。
5.高速沖床機器設備的采用
高速沖床噸數,冷沖壓力缺乏,調模大約過深。沖壓機床(如沖壓機)的精密度與剛度,對沖壓模具使用壽命的損害極為重要。沖壓機床的高精度、剛度好,沖壓模具使用壽命大幅提高。比方:繁雜鐵氧體磁芯沖壓模具原材料為Crl2MoV,在一般敞開式沖壓機上使用,均值復磨使用壽命為1-3萬次數;而新式高精密沖壓機上使用,沖壓模具的復磨使用壽命達到6-12萬次數。屏蔽罩沖壓件

深圳市今崛實業有限公司
廣東省深圳市寶安區松崗街道大田洋工業區田洋二路6號
電 話: 139-2746-0496
郵 箱:info@ jinjueshiye.com
網 址:www.jiuzhoudaijiafw.com